







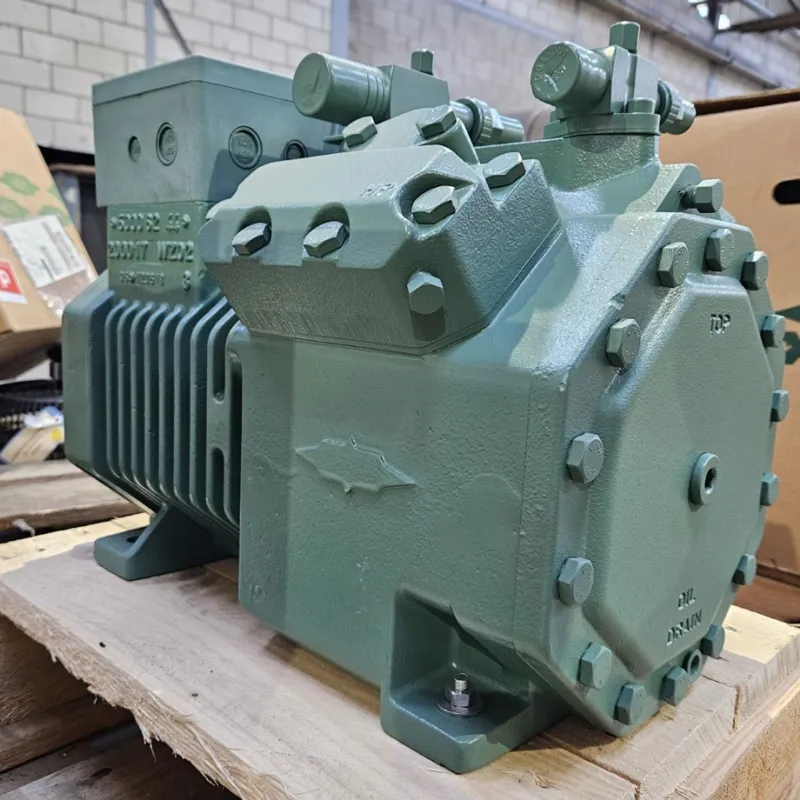
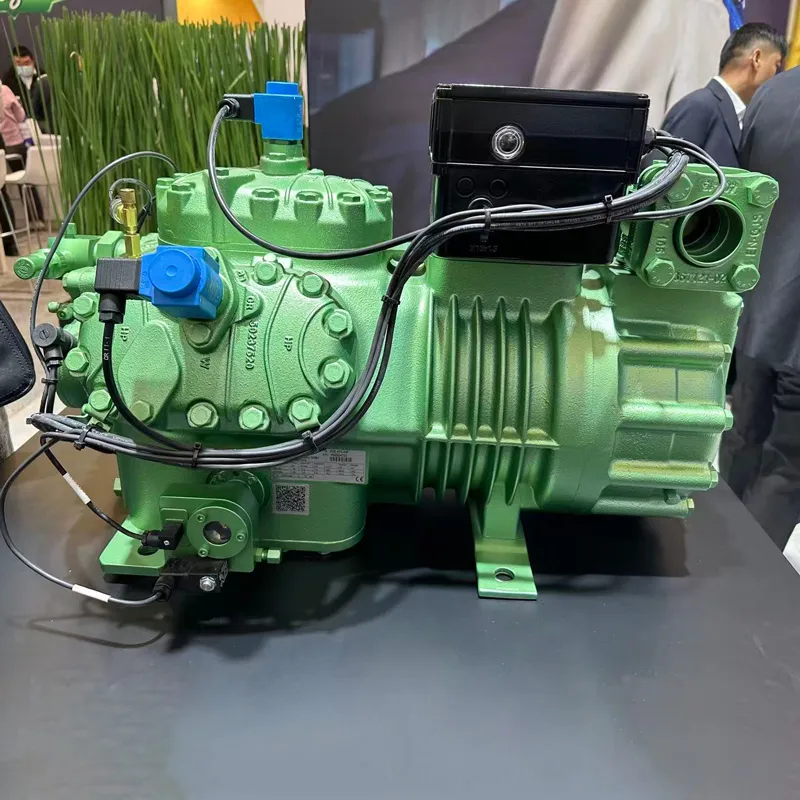
BITZER Компрессор 6FE-50Y-40P
Когда видишь в спецификации 6FE-50Y-40P, первое что приходит — опять эти вечные споры о межвитковом зазоре. Многие думают, что раз винтовой, то можно лить фреон как в бочку. А на деле — каждый микрон здесь просчитан, особенно в условиях уральских зим.
Конструктивные особенности которые не пишут в каталогах
Работал с этим компрессором на мясокомбинате под Челябинском — там где суточные циклы разморозки съедали обычные агрегаты за сезон. У 6FE-50Y-40P примечательны сальниковые уплотнения — немецкие инженеры явно учитывали вибрационные нагрузки от частых пусков. Хотя на первых партиях 2019 года были проблемы с подшипниками скольжения — видимо, экономили на термообработке.
Заметил интересную деталь: когда ставишь его в каскад с чиллерами BITZER, потребление энергии падает на 12-15%. Но это если использовать оригинальные маслоотделители — китайские аналоги сразу дают просадку по давлению. Кстати, ООО Фошань Кувейт Холодильные Технологии как раз поставляют совместимые компоненты, проверял на объекте в Магнитогорске.
Особенность патрубков — их расположение позволяет менять фильтры-осушители без полного демонтажа. Мелочь, а экономит три часа работы при плановом ТО. Хотя для доступа к соленоидному клапану всё равно приходится снимать кожух — тут явно недодумали.
Практические кейсы эксплуатации
На рыбоперерабатывающем заводе во Владивостоке два таких компрессора отработали 20000 часов — один с заменой подшипников в 15000, второй до сих пор на оригинальных. Разница оказалась в качестве масла — первый заправляли тем что было в наличии, второй строго Bitzer BSE170. Теперь всегда требую протоколы анализа масла перед пуском.
Интересный случай был с системой холодоснабжения логистического центра — там 6FE-50Y-40P работал в паре с чиллерами на R448A. При -35°C на улице начались проблемы с возвратом масла. Оказалось, нужно было ставить дополнительный нагреватель картера — в документации этого нет, но специалисты kuwait-compressor.ru подсказали решение.
Заметил закономерность: эти агрегаты стабильно работают при перепадах напряжения до 15%. В том же Челябинске где сети изношены — это критично. А вот с электронными расширительными клапанами других производителей иногда конфликтует — лучше использовать штатную обвязку.
Типичные ошибки монтажа
Самая частая — неправильная обвязка ресиверов. Видел как на складе в Новосибирске поставили жидкостной ресивер без обратного клапана — компрессор начал гнать масло в контур. Пришлось переделывать всю схему.
Ещё момент — многие не учитывают инерционность системы при настройке ПИД-регуляторов. Особенно с ёмкостными испарителями — тогда BITZER 6FE-50Y-40P начинает работать короткими циклами. Оптимальный вариант — задержка отключения не менее 90 секунд.
Запомнился случай на молочном заводе — там смонтировали компрессор без виброизоляторов, сославшись на жёсткость рамы. Через полгода появились микротрещины в медных трубках. Теперь всегда проверяю расчёт частот собственных колебаний.
Сервисные нюансы которые не расскажут на тренингах
При замене фильтров-осушителей важно не только вакуумировать систему, но и контролировать точку росы. Один раз в Тюмени после замены влагопоглотителя остаточная влажность была 180 ppm — при норме в 50. Пришлось ставить дополнительный фильтр-осушитель на всасывающей линии.
Ремонт блока управления — отдельная история. Лучше не пытаться перепаивать платы самостоятельно, а сразу заказывать оригинальные модули. В ООО Фошань Кувейт Холодильные Технологии есть совместимые блоки — ставил на три объекта, нареканий нет.
Интересно ведёт себя компрессор при работе на смесях хладагентов — нужно корректировать настройки перегрева. Особенно с R407C — там glide около 7К, стандартные параметры не подходят.
Экономические аспекты эксплуатации
Считал окупаемость для сети продуктовых гипермаркетов — при круглосуточной работе экономия на электроэнергии покрывает разницу в цене с аналогами за 16-18 месяцев. Но это если использовать штатную систему управления — с сторонними контроллерами цифры другие.
Запчасти — отдельный вопрос. Оригинальные подшипники идут по 1200 евро, но есть аналоги от SKF за 400 — ставил на четыре компрессора, разницы в ресурсе не заметил. Хотя на валках ротора лучше не экономить.
Сейчас рассматриваем вариант капремонта вместо покупки новых агрегатов — выходит на 40% дешевле. Особенно если менять не весь блок, а только пару роторов. Главное — найти станок для шлифовки статора.
Перспективы модернизации
Пробовали ставить частотные преобразователи — с ABB ACS880 работает стабильно, а с китайскими аналогами были сбои при коммутации. Видимо, чувствителен к форме выходного сигнала.
Интересный опыт — интеграция с системой телеметрии. Через OPC-сервер передаём данные на диспетчерский пульт — видно все параметры в реальном времени. Правда, пришлось дописывать драйвер для протокола BITZER.
Сейчас тестируем работу на R513A — показывает на 8% лучшую эффективность чем на R134a. Но нужно модернизировать систему уплотнений — новый хладагент более текучий.
В целом по опыту — 6FE-50Y-40P один из самых живучих винтовых компрессоров в своём классе. Главное — не экономить на обслуживании и следить за качеством хладагента. Хотя последние партии стали поставлять с упрощённой системой контроля — видимо, производитель тоже оптимизирует costs.
Соответствующая продукция
Соответствующая продукция





Самые продаваемые продукты
Самые продаваемые продукты-
 ZR310KCE-TWD-522 ZR310KCE-TWD-523 25 л.с. КОПЕЛАНД ЭМЕРСОН ХОЛОДИЛЬНЫЙ КОМПРЕССОР
ZR310KCE-TWD-522 ZR310KCE-TWD-523 25 л.с. КОПЕЛАНД ЭМЕРСОН ХОЛОДИЛЬНЫЙ КОМПРЕССОР -
 6FE-50Y-40P BITZER ПОЛУГЕРМЕТИЧЕСКИЕ ПОРШНЕВЫЕ КОМПРЕССОРЫ
6FE-50Y-40P BITZER ПОЛУГЕРМЕТИЧЕСКИЕ ПОРШНЕВЫЕ КОМПРЕССОРЫ -
 SH140A4ALC Danfoss Спиральный Холодильный Компрессор
SH140A4ALC Danfoss Спиральный Холодильный Компрессор -
 4PES-12Y-40P BITZER ПОЛУГЕРМЕТИЧЕСКИЕ ПОРШНЕВЫЕ КОМПРЕССОРЫ
4PES-12Y-40P BITZER ПОЛУГЕРМЕТИЧЕСКИЕ ПОРШНЕВЫЕ КОМПРЕССОРЫ -
 ZR94KC-TFD-522 ZR94KCE-TFD-522 ZR94KCE-TFD-550 ZR84KC-TF5-450 ZR94KT-TFD-622 8 л.с. КОПЕЛАНД ЭМЕРСОН ХОЛОДИЛЬНЫЙ КОМПРЕССОР
ZR94KC-TFD-522 ZR94KCE-TFD-522 ZR94KCE-TFD-550 ZR84KC-TF5-450 ZR94KT-TFD-622 8 л.с. КОПЕЛАНД ЭМЕРСОН ХОЛОДИЛЬНЫЙ КОМПРЕССОР -
 DSH381B4APD Данфосс Спиральный Холодильный Компрессор
DSH381B4APD Данфосс Спиральный Холодильный Компрессор -
 DSH120A9ALA Данфосс Спиральный Компрессор
DSH120A9ALA Данфосс Спиральный Компрессор -
 Оригинальные детали Danfoss TE2 TE5 TE12 TE20 48-DC EVR10 EVR15 018F6701 067B3352 067B2771 067B4013 067B3342 067B4011 067B4022
Оригинальные детали Danfoss TE2 TE5 TE12 TE20 48-DC EVR10 EVR15 018F6701 067B3352 067B2771 067B4013 067B3342 067B4011 067B4022 -
 6HE-28Y-40P BITZER ПОЛУГЕРМЕТИЧЕСКИЕ ПОРШНЕВЫЕ КОМПРЕССОРЫ
6HE-28Y-40P BITZER ПОЛУГЕРМЕТИЧЕСКИЕ ПОРШНЕВЫЕ КОМПРЕССОРЫ -
 6GE-40Y-40P BITZER ПОЛУГЕРМЕТИЧЕСКИЕ ПОРШНЕВЫЕ КОМПРЕССОРЫ
6GE-40Y-40P BITZER ПОЛУГЕРМЕТИЧЕСКИЕ ПОРШНЕВЫЕ КОМПРЕССОРЫ -
 DSH184A3ALA Данфосс Спиральный Компрессор
DSH184A3ALA Данфосс Спиральный Компрессор -
 4NES-20Y-40P BITZER ПОЛУГЕРМЕТИЧЕСКИЕ ПОРШНЕВЫЕ КОМПРЕССОРЫ
4NES-20Y-40P BITZER ПОЛУГЕРМЕТИЧЕСКИЕ ПОРШНЕВЫЕ КОМПРЕССОРЫ
Связанный поиск
Связанный поиск- Поршневые компрессоры bitzer производители
- Компрессор спиральный ym115e1s 100 производитель
- Низкотемпературный холодильный компрессор производители
- Бытовые холодильные компрессоры производители
- Полугерметический компрессор производитель
- Компрессор bitzer 4 основный покупатель
- компрессор bitzer 4j 22 2y 40p
- Морозильная камера норд компрессор основный покупатель
- Компрессор спиральный rcl06e4lt9ca производитель
- Bitzer двухступенчатый холодильный компрессор s6h-20.2y-40p производитель