







Промышленные холодильные установки компрессоры основный покупатель
Когда говорят про промышленные холодильные установки, сразу представляют гигантские системы для складов или производств. Но главный нюанс, который многие упускают — основной покупатель компрессоров редко ищет просто 'холодильник'. Ему нужен узел, который выдержит перепады напряжения, работу в пыльном цеху и при этом не потребует ежедневного обслуживания. Вот на этом стыке и кроются основные ошибки поставщиков.
Кто действительно покупает компрессоры
В нашей практике основный покупатель — это не крупные сети, а средние пищевые комбинаты, которые годами эксплуатируют одно и то же оборудование. Например, мясоперерабатывающий завод в Подмосковье, где винтовой компрессор работает в режиме 24/7. Там важна не столько цена, сколько возможность быстро получить запчасти и чтобы агрегат не 'капризничал' при скачках температуры в цеху.
Часто сталкиваюсь с тем, что клиенты просят 'компрессор как у соседа', но не учитывают, что у соседа — другая схема хладагента. Приходится объяснять, что для аммиачных систем наш компрессоры серии VF подходят, а для фреоновых — уже нужны другие клапаны. Это та самая 'мелочь', из-за которой потом возникают нарекания.
Был случай, когда заказчик требовал компрессор для низкотемпературной камеры хранения заморозки, но не сообщил, что у него частые отключения электричества. В итоге после двух циклов 'разморозки-заморозки' поршневая группа вышла из строя. Теперь всегда уточняю про стабильность питания — даже если клиент считает это лишним.
Подбор оборудования: между теорией и реальностью
В каталогах пишут про производительность и энергоэффективность, но на деле ключевым становится вопрос совместимости с существующей системой. Например, для замены старого компрессора на промышленные холодильные установки часто приходится переделывать раму фундамента — новые модели имеют другую вибронагрузку.
Наша компания ООО Фошань Кувейт Холодильные Технологии как раз специализируется на адаптации серийных моделей под нестандартные условия. Недавно поставляли компрессор для рыбоперерабатывающего завода в Мурманске — пришлось дорабатывать систему пуска для работы при -40°C в неотапливаемом помещении.
Особенно сложно с ремонтниками на местах — они привыкли к старым советским агрегатам и не доверяют 'импорту'. Приходится лично показывать, что наш винтовой блок можно разобрать без специнструмента, а замена подшипников занимает не три дня, а четыре часа. Это важнее любой рекламы.
Типичные ошибки при выборе компрессоров
Самое частое заблуждение — что 'мощнее значит лучше'. Для камер шоковой заморозки это может быть верно, а для молочного производства избыточная мощность приводит к постоянным включениям-выключениям и износу клапанов.
Еще один момент — хладагент. Сейчас многие переходят на R449, но не все производители успели адаптировать уплотнения. В наших компрессоры для промышленных холодильных установок сразу закладываем совместимость с новыми хладагентами, но клиенты часто экономят на этом, а потом удивляются утечкам.
Особенно обидно, когда покупатель берет дешевый аналог, а через полгода просит 'как в прошлый раз, но чтобы не ломалось'. Приходится объяснять, что оригинальные запчасти — это не маркетинг, а расчет на конкретную нагрузку. Как в том случае с кондитерской фабрикой, где сэкономили на масляном фильтре и потеряли целую линию из-за заклинившего ротора.
Особенности работы с пищевыми производствами
Для молочных и мясных комбинатов критична чистота системы — малейшая утечка масла может испортить партию продукции. Поэтому мы в ООО Фошань Кувейт Холодильные Технологии всегда предлагаем дополнительную систему мониторинга давления масла, даже если это увеличивает стоимость на 10-15%.
Запчасти — отдельная история. Стандартный срок поставки 3-4 недели, но для пищевиков это неприемлемо. Пришлось создать склад наиболее востребованных компонентов в Подмосковье — теперь клапаны и датчики есть в наличии, что не раз спасало клиентов при аварийных ситуациях.
Интересно, что многие производители до сих пор используют компрессоры 90-х годов, потому что 'еще работают'. Но когда считаешь им потери на электроэнергию и простой из-за ремонтов — становится ясно, что модернизация окупается за 2-3 года. Правда, убедить в этом главного энергетика бывает сложнее, чем подобрать оборудование.
Перспективы рынка и практические наблюдения
Сейчас вижу тенденцию к кастомизации — основный покупатель хочет не просто агрегат, а решение под конкретную линию. Например, для сыродельных заводов нужны компрессоры с плавной регулировкой температуры, а для логистических центров — с удаленным управлением.
На сайте https://www.kuwait-compressor.ru мы постепенно добавляем конфигураторы, но понимаю, что они не заменят живого общения. Технолог на производстве лучше любого алгоритма знает нюансы своего процесса.
Из последних наработок — стали чаще запрашивать гибридные системы, где часть нагрузки берут на себя бустерные компрессоры. Это сложнее в настройке, но дает реальную экономию при сезонных колебаниях нагрузки. Как на том овощехранилище, где смогли снизить энергопотребление на 30% просто за счет перераспределения нагрузки между агрегатами.
Что действительно важно в работе
Главный вывод за годы работы: не существует универсальных решений. Даже одинаковые промышленные холодильные установки на двух молокозаводах будут работать по-разному из-за качества воды в охладительном контуре и навыков персонала.
Поэтому сейчас при подборе оборудования всегда запрашиваю не только техзадание, но и фото монтажного места, данные по электропитанию и даже график работы смен. Это помогает избежать 80% проблем на этапе пусконаладки.
И да, никогда не обещаю 'вечную работу' — реалистично объясняю, что даже лучший компрессор требует обслуживания. Как тот немецкий агрегат, который проработал 15 лет только потому, что его регулярно чистили от накипи и вовремя меняли фильтры. Это и есть настоящая экономия.
Соответствующая продукция
Соответствующая продукция



Самые продаваемые продукты
Самые продаваемые продукты-
 DSH161A4ALD 13 л.с. Данфосс Спиральный Компрессор
DSH161A4ALD 13 л.с. Данфосс Спиральный Компрессор -
 4DES-5Y-40S BITZER ПОЛУГЕРМЕТИЧЕСКИЕ ПОРШНЕВЫЕ КОМПРЕССОРЫ
4DES-5Y-40S BITZER ПОЛУГЕРМЕТИЧЕСКИЕ ПОРШНЕВЫЕ КОМПРЕССОРЫ -
 6HE-35Y-40P BITZER ПОЛУГЕРМЕТИЧЕСКИЕ ПОРШНЕВЫЕ КОМПРЕССОРЫ
6HE-35Y-40P BITZER ПОЛУГЕРМЕТИЧЕСКИЕ ПОРШНЕВЫЕ КОМПРЕССОРЫ -
 4GE-30Y-40P BITZER ПОЛУГЕРМЕТИЧЕСКИЕ ПОРШНЕВЫЕ КОМПРЕССОРЫ
4GE-30Y-40P BITZER ПОЛУГЕРМЕТИЧЕСКИЕ ПОРШНЕВЫЕ КОМПРЕССОРЫ -
 SH140A4ALC Danfoss Спиральный Холодильный Компрессор
SH140A4ALC Danfoss Спиральный Холодильный Компрессор -
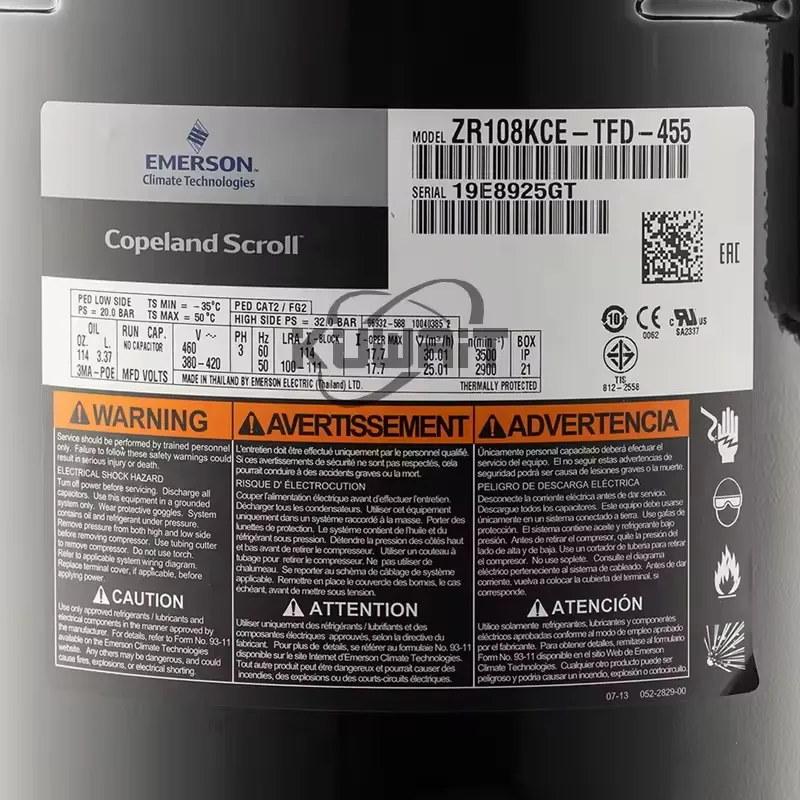 ZR108KCE-TFD-455 ZR125KCE-TFD-455 ZR125KC-TFD-522 ZR125KC-TFD-550 10 л.с. КОПЕЛАНД ЭМЕРСОН ХОЛОДИЛЬНЫЙ КОМПРЕССОР
ZR108KCE-TFD-455 ZR125KCE-TFD-455 ZR125KC-TFD-522 ZR125KC-TFD-550 10 л.с. КОПЕЛАНД ЭМЕРСОН ХОЛОДИЛЬНЫЙ КОМПРЕССОР -
 6GE-34Y-40P BITZER ПОЛУГЕРМЕТИЧЕСКИЕ ПОРШНЕВЫЕ КОМПРЕССОРЫ
6GE-34Y-40P BITZER ПОЛУГЕРМЕТИЧЕСКИЕ ПОРШНЕВЫЕ КОМПРЕССОРЫ -
 4NES-14Y-40P BITZER ПОЛУГЕРМЕТИЧЕСКИЕ ПОРШНЕВЫЕ КОМПРЕССОРЫ
4NES-14Y-40P BITZER ПОЛУГЕРМЕТИЧЕСКИЕ ПОРШНЕВЫЕ КОМПРЕССОРЫ -
 Оригинальные детали Danfoss TE2 TE5 TE12 TE20 48-DC EVR10 EVR15 018F6701 067B3352 067B2771 067B4013 067B3342 067B4011 067B4022
Оригинальные детали Danfoss TE2 TE5 TE12 TE20 48-DC EVR10 EVR15 018F6701 067B3352 067B2771 067B4013 067B3342 067B4011 067B4022 -
 DSH120A9ALA Данфосс Спиральный Компрессор
DSH120A9ALA Данфосс Спиральный Компрессор -
 ZR250KCE-TWD-522 ZR250KCE-TWD-523 20 л.с. КОПЕЛАНД ЭМЕРСОН ХОЛОДИЛЬНЫЙ КОМПРЕССОР
ZR250KCE-TWD-522 ZR250KCE-TWD-523 20 л.с. КОПЕЛАНД ЭМЕРСОН ХОЛОДИЛЬНЫЙ КОМПРЕССОР -
 DSH240A4AAC Данфосс Спиральный Компрессор
DSH240A4AAC Данфосс Спиральный Компрессор
Связанный поиск
Связанный поиск- Компрессор для морозильного ларя by1118 производители
- Полугерметический компрессор 4des-7y производители
- Бытовые холодильные компрессоры производители
- Морозильная камера норд компрессор производитель
- Компрессор copeland zb38kce tfd 551 производители
- компрессор для морозильного ларя by1118
- BITZER Двухступенчатый холодильный компрессор
- Морозильные мотор компрессоры производитель
- Морозильный компрессор основный покупатель
- компрессор для холодильника lg flc102nama