







Промышленное холодильное оборудование компрессор производители
Когда видишь запрос ?промышленное холодильное оборудование компрессор производители?, первое, что приходит в голову – это гиганты вроде Bitzer или Copeland. Но за их громкими именами скрывается целый пласт производителей, которые годами отрабатывают технологии в специфических сегментах. Многие ошибочно полагают, что главное в компрессоре – мощность, хотя на деле куда важнее адаптивность к реальным условиям эксплуатации. Вот, например, в логистических центрах с перепадами температур от -25°C до +5°C даже дорогие винтовые компрессоры сыпятся, если не учтена влажность и частота циклов включения. Я сам через это проходил, когда в 2018-м запускал холодоснабжение на складе в Новосибирске – три недели разбирались, почему компрессор ?глохнет? при резком скачке нагрузки. Оказалось, проблема была в обводном клапане, который не успевал срабатывать из-за нестандартной вязкости масла.
Ключевые игроки и их ниши
Если говорить о российском рынке, то здесь интересно наблюдать за компаниями, которые не просто продают оборудование, а выстраивают полный цикл. Возьмем ООО Фошань Кувейт Холодильные Технологии – их подход к проектированию компрессоров для низкотемпературных камер (-45°C и ниже) заметно отличается от типовых решений. У них, кстати, на сайте https://www.kuwait-compressor.ru можно посмотреть схемы обвязки для многоступенчатых систем – редко кто выкладывает такие детали в открытый доступ.
Запомнился случай с рыбоперерабатывающим комбинатом в Мурманске: ставили импортные поршневые компрессоры, которые через полгода начали ?плакать? маслом из-за постоянной работы с рассолом. Перешли на каскадные системы от ООО Фошань Кувейт Холодильные Технологии – и тут выяснилось, что их конденсаторные агрегаты лучше держат перепады давления при работе с рассольными охладителями. Хотя изначально сомневались – уж больно специфичная задача.
Что еще важно – многие недооценивают роль холодильных компонентов в общей системе. Видел проекты, где дорогущий компрессор работал вполсилы из-за неправильно подобранных ресиверов или фильтров-осушителей. Особенно это критично в системах с CO2 – там мелочей не бывает.
Технологические тонкости, которые не пишут в каталогах
Вот с винтовыми компрессорами есть нюанс: большинство производителей заявляют межсервисный интервал 10-12 тыс. часов, но это при идеальных условиях. В реальности на пищевых производствах, где есть мучная пыль или пары жиров, интервал сокращается до 6-7 тыс. часов. Причем первым выходит из строя не сам винтовой блок, а сепаратор масла – его приходится чистить вручную, хотя многие сервисники предпочитают просто менять.
У ООО Фошань Кувейт Холодильные Технологии в этом плане интересное решение – они ставят двухступенчатые сепараторы с возможностью продувки без разборки узла. Мелочь, а экономит до 40% времени на обслуживании. Кстати, их охладители для низкотемпературных применений мы тестировали в режиме -55°C – лед на трубках образовывался медленнее, чем у аналогов, за счет специального профиля оребрения.
Еще один момент – совместимость компрессоров с современными хладагентами. С R513A, например, многие производители до сих пор не могут настроить систему управления – плавают обороты, хотя с R134a таких проблем нет. Приходится добавлять внешние контроллеры, что удорожает систему на 15-20%.
Ошибки при выборе оборудования
Самая распространенная ошибка – брать компрессор с запасом по мощности ?на всякий случай?. В промышленном охлаждении это приводит к постоянным коротким циклам работы, из-за чего страдает клапанная группа. Особенно это заметно на спиральных компрессорах – у них при частых включениях/выключениях быстрее изнашивается подшипник вала.
Помню, на молокозаводе в Воронеже поставили компрессор на 30% мощнее расчетного – через четыре месяца пришлось менять реле давления и перепаивать обмотки. Хотя изначально проект делала солидная компания, но они не учли реальный график нагрузки – пики были кратковременными, а основное время оборудование работало на 40% от номинала.
Сейчас многие обращают внимание на производство холодильных компрессоров с переменной частотой вращения, но и здесь есть подводные камни. Например, при работе на низких оборотах ухудшается смазка подшипников – нужно дополнительно ставить систему принудительной подачи масла. Не все производители это учитывают, особенно в бюджетных линейках.
Ремонтопригодность как критерий выбора
В промышленном холоде ремонтопригодность часто важнее КПД. Я всегда смотрю на доступность запасных частей и унификацию узлов. У того же ООО Фошань Кувейт Холодильные Технологии в винтовых компрессорах используются подшипники стандартных серий – их можно найти у местных поставщиков, не ждя месяц доставки из-за границы.
Однажды столкнулся с французским компрессором, где для замены сальника нужно было демонтировать весь ротор – пришлось останавливать линию на три дня. С тех пор всегда требую техдокументацию по разборке перед закупкой.
Интересно, что некоторые производители начали делать модульные конструкции – например, электронный блок управления можно заменить без слива хладагента. Это реально сокращает простой с нескольких дней до пары часов. Такие решения я видел в новых моделях на https://www.kuwait-compressor.ru в разделе конденсаторных агрегатов – кстати, у них там есть схема с выносными датчиками давления, которая упрощает диагностику.
Перспективы рынка и практические наблюдения
Сейчас многие говорят о переходе на природные хладагенты, но в промышленных масштабах это упирается в стоимость переоборудования. Пропан-бутановые системы, например, требуют взрывозащищенного исполнения – а это +30-40% к цене компрессора. Заметил, что производители холодильного оборудования стали активнее предлагать гибридные решения – например, основная система на R448A, а критичные узлы на CO2.
В прошлом году тестировали такую схему на мясоперерабатывающем комбинате – получилось сэкономить 18% на энергопотреблении, но пришлось переделывать систему управления. Кстати, у ООО Фошань Кувейт Холодильные Технологии есть готовые решения для каскадных систем с разными хладагентами – их можно адаптировать под конкретный объект без полной замены оборудования.
Что действительно меняется – это подход к сервису. Раньше ждали поломки, теперь все чаще ставят системы мониторинга с прогнозом отказов. Но тут важно, чтобы производитель предоставлял доступ к алгоритмам анализа данных – с этим пока туго даже у крупных игроков.
Если обобщить – выбор промышленного холодильного оборудования сегодня это не просто сравнение технических характеристик, а комплексная оценка всего жизненного цикла системы. И те производители, которые понимают это (вроде упомянутой компании с их полным циклом производства), постепенно отвоевывают рынок у раскрученных брендов. Главное – не бояться смотреть за пределы типовых решений и всегда требовать тестовые эксплуатационные данные, а не только паспортные значения.
Соответствующая продукция
Соответствующая продукция





Самые продаваемые продукты
Самые продаваемые продукты-
 6FE-50Y-40P BITZER ПОЛУГЕРМЕТИЧЕСКИЕ ПОРШНЕВЫЕ КОМПРЕССОРЫ
6FE-50Y-40P BITZER ПОЛУГЕРМЕТИЧЕСКИЕ ПОРШНЕВЫЕ КОМПРЕССОРЫ -
 DSH381B4APD Данфосс Спиральный Холодильный Компрессор
DSH381B4APD Данфосс Спиральный Холодильный Компрессор -
 DSH105A4ALC Danfoss Спиральный Компрессор
DSH105A4ALC Danfoss Спиральный Компрессор -
 DSH161A3ALA Данфосс Спиральный Компрессор
DSH161A3ALA Данфосс Спиральный Компрессор -
 DSH120A3ALA Данфосс Спиральный Компрессор
DSH120A3ALA Данфосс Спиральный Компрессор -
 SH140A4ALC Danfoss Спиральный Холодильный Компрессор
SH140A4ALC Danfoss Спиральный Холодильный Компрессор -
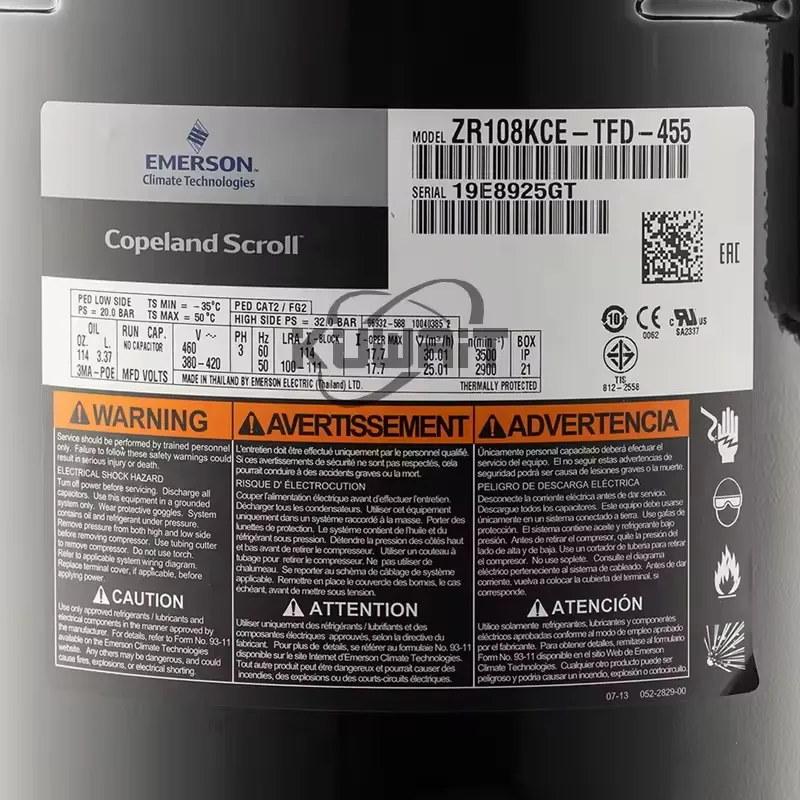 ZR108KCE-TFD-455 ZR125KCE-TFD-455 ZR125KC-TFD-522 ZR125KC-TFD-550 10 л.с. КОПЕЛАНД ЭМЕРСОН ХОЛОДИЛЬНЫЙ КОМПРЕССОР
ZR108KCE-TFD-455 ZR125KCE-TFD-455 ZR125KC-TFD-522 ZR125KC-TFD-550 10 л.с. КОПЕЛАНД ЭМЕРСОН ХОЛОДИЛЬНЫЙ КОМПРЕССОР -
 DSH161A4ALD 13 л.с. Данфосс Спиральный Компрессор
DSH161A4ALD 13 л.с. Данфосс Спиральный Компрессор -
 ZR250KCE-TWD-522 ZR250KCE-TWD-523 20 л.с. КОПЕЛАНД ЭМЕРСОН ХОЛОДИЛЬНЫЙ КОМПРЕССОР
ZR250KCE-TWD-522 ZR250KCE-TWD-523 20 л.с. КОПЕЛАНД ЭМЕРСОН ХОЛОДИЛЬНЫЙ КОМПРЕССОР -
 2CES-3Y-40S BITZER ПОЛУГЕРМЕТИЧЕСКИЕ ПОРШНЕВЫЕ КОМПРЕССОРЫ
2CES-3Y-40S BITZER ПОЛУГЕРМЕТИЧЕСКИЕ ПОРШНЕВЫЕ КОМПРЕССОРЫ -
 6HE-35Y-40P BITZER ПОЛУГЕРМЕТИЧЕСКИЕ ПОРШНЕВЫЕ КОМПРЕССОРЫ
6HE-35Y-40P BITZER ПОЛУГЕРМЕТИЧЕСКИЕ ПОРШНЕВЫЕ КОМПРЕССОРЫ -
 4PES-12Y-40P BITZER ПОЛУГЕРМЕТИЧЕСКИЕ ПОРШНЕВЫЕ КОМПРЕССОРЫ
4PES-12Y-40P BITZER ПОЛУГЕРМЕТИЧЕСКИЕ ПОРШНЕВЫЕ КОМПРЕССОРЫ
Связанный поиск
Связанный поиск- холодильный компрессор на холодильник
- компрессор bitzer 4ees 6y 40s
- Компрессор на морозильную камеру производители
- Морозильный компрессор
- Холодильный компрессор v75keg производители
- Компрессор bitzer 4j 22 2y 40p производитель
- Компрессор для холодильника lg flc102nama основный покупатель
- Компрессор bitzer 4dc 5.2 40s основный покупатель
- Компрессор для холодильника kix 6215 основный покупатель
- Полугерметический компрессор 4tes-9y производитель