







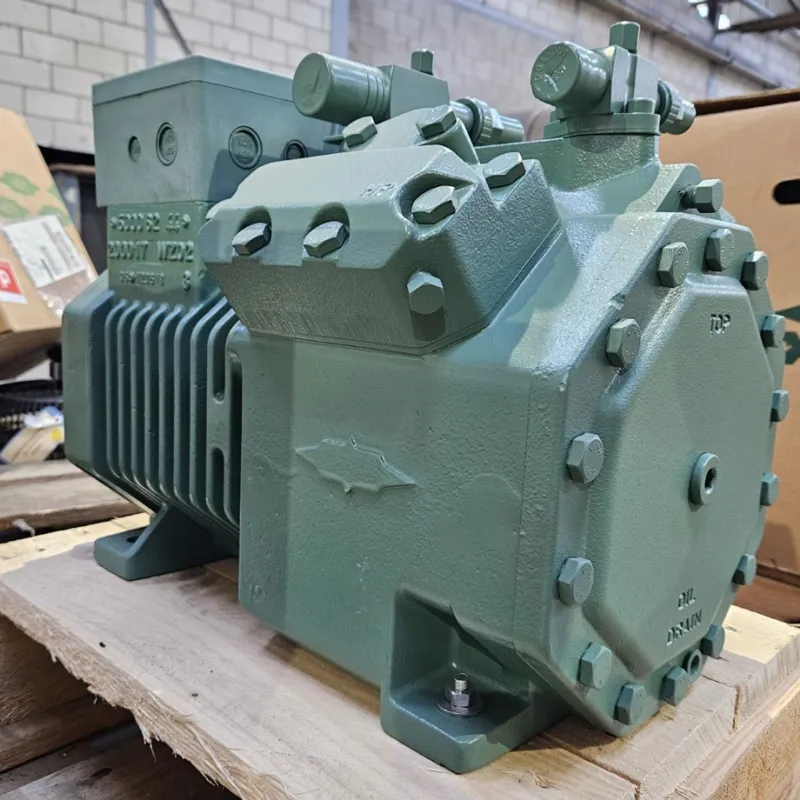
поршневые компрессоры холодильных установок
Часто сталкиваюсь с тем, что поршневые компрессоры считают устаревшими на фоне винтовых и спиральных систем. Но в реальности для среднетемпературных камер и промышленных линий они остаются рабочими лошадками — особенно в модификациях с промежуточным впрыском хладагента. Помню, как на одном из мясоперерабатывающих комбинатов под Воронежем именно поршневая группа Bitzer вытягивала нагрузки, где винтовые модули выдавали сбои из-за перепадов давления.
Конструкционные особенности, которые не пишут в инструкциях
Клапанная группа — это слабое место у 80% производителей. Не те пластины изнашиваются, а посадочные гнёзда. Приходилось дорабатывать седла клапанов на чешских компрессорах Alfa Laval, хотя по паспорту проблема должна была проявиться только через 40 000 моточасов.
Система смазки в низкотемпературных исполнениях — отдельная головная боль. Когда работаешь с температурами ниже -35°C, масло в картере густеет так, что стартовый момент поршневой группы превышает расчётный в 1.5 раза. Приходилось ставить предпусковые подогреватели с терморегуляторами — стандартные решения не всегда спасали.
Вентилятор охлаждения головки цилиндров — кажется мелочью, но именно он становился причиной выхода из строя уплотнительных колец на агрегатах Frascold. Особенно в пыльных цехах, где лопасти покрывались слоем грязи и переставали создавать достаточный воздушный поток.
Реальные кейсы из практики монтажа
На пивзаводе в Калуге столкнулись с вибрацией трубопроводов на линии с аммиачными поршневыми компрессорами. Оказалось, проблема не в фундаменте, а в резонансе частот от работы четырёх параллельных машин. Пришлось пересчитывать крепления и добавлять гибкие вставки — заводская документация этот нюанс не учитывала.
Интересный случай был с конденсаторными блоками от ООО Фошань Кувейт Холодильные Технологии — их комплектные решения с поршневыми компрессорами показывали стабильную работу при -15°C в режиме горячего газа, но требовали доработки системы дренажа конденсата. На сайте kuwait-compressor.ru указаны параметры для идеальных условий, а в реальности пришлось увеличивать диаметр дренажных трубок на 30%.
Запомнился запуск холодильного цеха на рыбоперерабатывающем заводе, где три поршневых компрессора работали в каскаде. Расчётная холодопроизводительность не достигалась из-за некорректной работы системы регулирования — контроллеры разных производителей конфликтовали между собой. Решили только после установки унифицированной системы управления от того же поставщика.
Типичные ошибки при обслуживании
Замена фильтров-осушителей по графику, а не по реальному состоянию — бич большинства сервисных служб. Видел, как на молочном комбинате меняли фильтры одновременно с маслом, хотя по манометрическому контролю влажность в системе была в норме ещё как минимум на 2000 часов работы.
Перетяжка сальниковых уплотнений — распространённая ошибка новичков. На компрессорах Dorin при чрезмерном затягивании сальникового узла начинался перегрев вала, что в итоге приводило к необходимости замены всего блока цилиндров.
Неправильная заправка хладагента — особенно критично для систем с переменной нагрузкой. Поршневые компрессоры чувствительны к количеству хладагента в системе, и перезаправка даже на 10% может снизить эффективность клапанной группы на 15-20%.
Сравнительный анализ в промышленных условиях
При равной холодопроизводительности в 100 кВт поршневые компрессоры потребляют на 8-12% больше энергии, чем винтовые аналоги. Но их ремонтопригодность в полевых условиях перевешивает этот недостаток — замена поршневой группы занимает 4-6 часов против 2-3 дней у винтовых пар.
В системах с аммиаком поршневые модели демонстрируют лучшую стабильность при частичной нагрузке. На консервном заводе в Краснодарском крае два поршневых компрессора работали с КПД 0.78 при 40% загрузке, тогда как винтовой модуль в тех же условиях показывал падение до 0.62.
Шумовые характеристики — спорный момент. Новые модели с инерционными демпферами, такие как те, что производит ООО Фошань Кувейт Холодильные Технологии, работают на 5-7 дБ тише классических конструкций. Но для пищевых производств этого всё равно недостаточно — требуются дополнительные звукоизолирующие кожухи.
Перспективы развития технологии
Гибридные системы, где поршневые компрессоры работают в паре с частотными преобразователями, — наиболее перспективное направление. На тестовом стенде в учебном центре kuwait-compressor.ru удалось добиться снижения энергопотребления на 18% при сохранении номинальной производительности.
Материалы для клапанных групп — область активных экспериментов. Композитные материалы с керамическим напылением увеличивают ресурс в 2-3 раза, но стоимость обслуживания возрастает на 40%. Для большинства российских предприятий это пока неприемлемо.
Системы мониторинга в реальном времени — тренд, который изменит подход к обслуживанию. Датчики вибрации и температуры в реальном времени позволяют прогнозировать износ подшипников и клапанов с точностью до 50 моточасов. ООО Фошань Кувейт Холодильные Технологии уже внедряет подобные решения в свои комплектные холодильные установки.
Выводы для практиков
Поршневые компрессоры остаются оптимальным выбором для объектов с переменным графиком нагрузки и ограниченным бюджетом на обслуживание. Их главное преимущество — предсказуемость поведения при отклонениях от нормальных режимов работы.
При выборе поставщика стоит обращать внимание на доступность запасных частей и наличие технической поддержки. Российские представительства, такие как kuwait-compressor.ru, часто оказываются более оперативными в критических ситуациях, чем европейские производители.
Технология не стоит на месте — современные поршневые компрессоры это уже не те шумные агрегаты, что были 15 лет назад. Но их успешная эксплуатация по-прежнему требует глубокого понимания физических процессов и готовности к нестандартным решениям.
Соответствующая продукция
Соответствующая продукция




Самые продаваемые продукты
Самые продаваемые продукты-
 6HE-35Y-40P BITZER ПОЛУГЕРМЕТИЧЕСКИЕ ПОРШНЕВЫЕ КОМПРЕССОРЫ
6HE-35Y-40P BITZER ПОЛУГЕРМЕТИЧЕСКИЕ ПОРШНЕВЫЕ КОМПРЕССОРЫ -
 S6F-30.2Y-40P BITZER ПОЛУГЕРМЕТИЧЕСКИЕ ПОРШНЕВЫЕ КОМПРЕССОРЫ
S6F-30.2Y-40P BITZER ПОЛУГЕРМЕТИЧЕСКИЕ ПОРШНЕВЫЕ КОМПРЕССОРЫ -
 4NES-20Y-40P BITZER ПОЛУГЕРМЕТИЧЕСКИЕ ПОРШНЕВЫЕ КОМПРЕССОРЫ
4NES-20Y-40P BITZER ПОЛУГЕРМЕТИЧЕСКИЕ ПОРШНЕВЫЕ КОМПРЕССОРЫ -
 6HE-28Y-40P BITZER ПОЛУГЕРМЕТИЧЕСКИЕ ПОРШНЕВЫЕ КОМПРЕССОРЫ
6HE-28Y-40P BITZER ПОЛУГЕРМЕТИЧЕСКИЕ ПОРШНЕВЫЕ КОМПРЕССОРЫ -
 6GE-40Y-40P BITZER ПОЛУГЕРМЕТИЧЕСКИЕ ПОРШНЕВЫЕ КОМПРЕССОРЫ
6GE-40Y-40P BITZER ПОЛУГЕРМЕТИЧЕСКИЕ ПОРШНЕВЫЕ КОМПРЕССОРЫ -
 ZR250KCE-TWD-522 ZR250KCE-TWD-523 20 л.с. КОПЕЛАНД ЭМЕРСОН ХОЛОДИЛЬНЫЙ КОМПРЕССОР
ZR250KCE-TWD-522 ZR250KCE-TWD-523 20 л.с. КОПЕЛАНД ЭМЕРСОН ХОЛОДИЛЬНЫЙ КОМПРЕССОР -
 DSH184A3ALA Данфосс Спиральный Компрессор
DSH184A3ALA Данфосс Спиральный Компрессор -
 DSH120A9ALA Данфосс Спиральный Компрессор
DSH120A9ALA Данфосс Спиральный Компрессор -
 6GE-34Y-40P BITZER ПОЛУГЕРМЕТИЧЕСКИЕ ПОРШНЕВЫЕ КОМПРЕССОРЫ
6GE-34Y-40P BITZER ПОЛУГЕРМЕТИЧЕСКИЕ ПОРШНЕВЫЕ КОМПРЕССОРЫ -
 ZP120KCE-TFD-522 ZP120KCE-TFD-950 ZP120KCE-TF5-455 ZP120KCE-TF5-950 ZP120KFE-TFD-522 КОПЕЛАНД ЭМЕРСОН ХОЛОДИЛЬНЫЙ КОМПРЕССОР
ZP120KCE-TFD-522 ZP120KCE-TFD-950 ZP120KCE-TF5-455 ZP120KCE-TF5-950 ZP120KFE-TFD-522 КОПЕЛАНД ЭМЕРСОН ХОЛОДИЛЬНЫЙ КОМПРЕССОР -
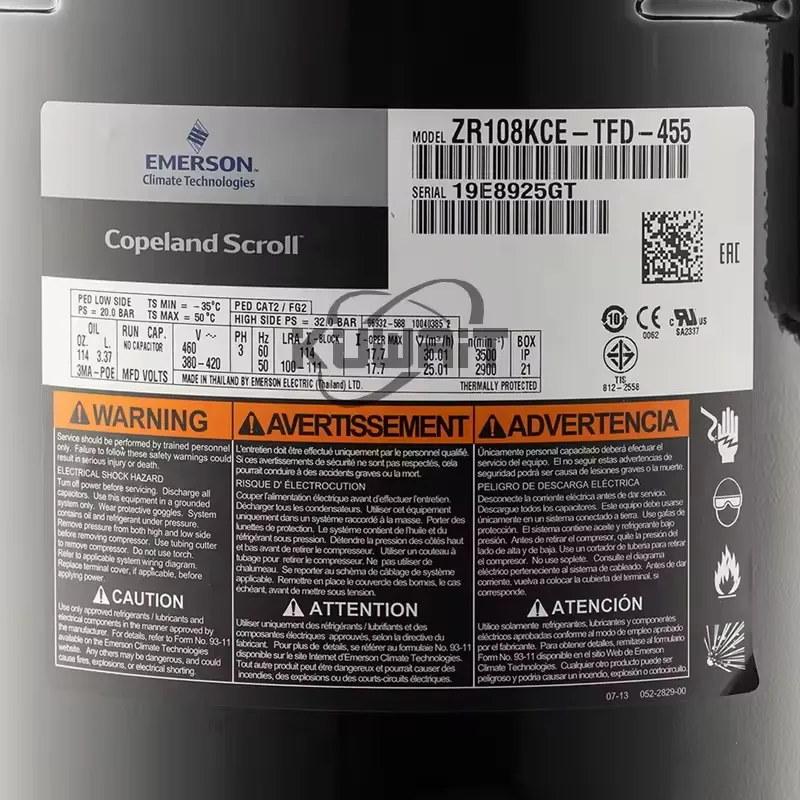 ZR108KCE-TFD-455 ZR125KCE-TFD-455 ZR125KC-TFD-522 ZR125KC-TFD-550 10 л.с. КОПЕЛАНД ЭМЕРСОН ХОЛОДИЛЬНЫЙ КОМПРЕССОР
ZR108KCE-TFD-455 ZR125KCE-TFD-455 ZR125KC-TFD-522 ZR125KC-TFD-550 10 л.с. КОПЕЛАНД ЭМЕРСОН ХОЛОДИЛЬНЫЙ КОМПРЕССОР -
 DSH105A4ALC Danfoss Спиральный Компрессор
DSH105A4ALC Danfoss Спиральный Компрессор
Связанный поиск
Связанный поиск- Bitzer компрессор 4ves-10y-40p основный покупатель
- компрессор copeland купить
- Компрессор bitzer 4g 30.2 y 40p производитель
- Компрессор для холодильника витрины производитель
- Винтовой компрессор bitzer основный покупатель
- компрессор bitzer cssh8553 110y 40p
- ym260e1s 100 компрессор спиральный
- Компрессор zb copeland производители
- Компрессор спиральный yh720c1g 100 основный покупатель
- Компрессор для холодильника s100cy1 основный покупатель