







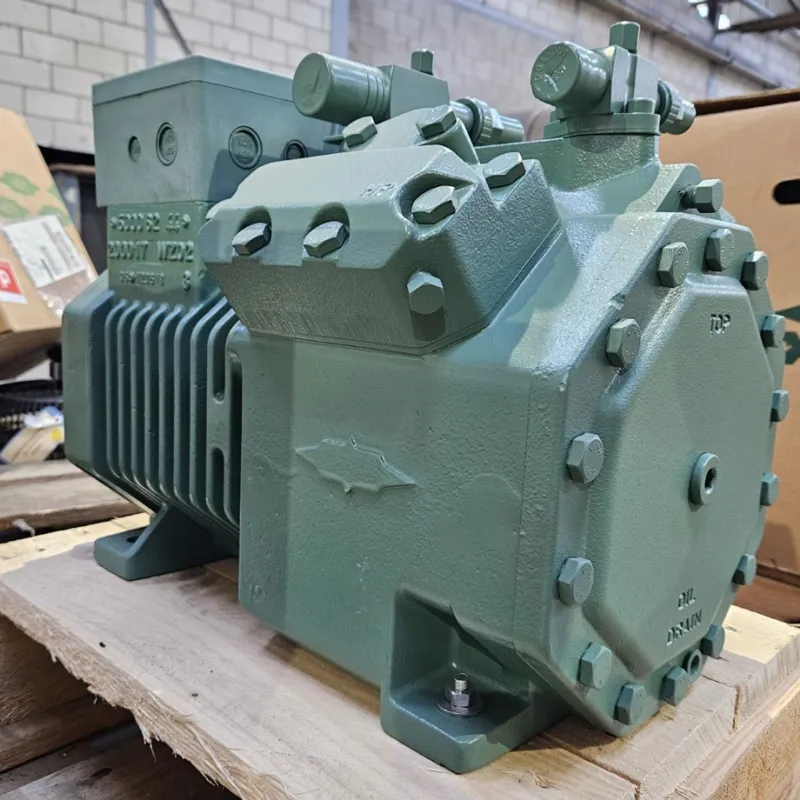
Полугерметический компрессор 4G-30.2-40P
Вот этот полугерметический компрессор 4G-30.2-40P — казалось бы, рядовая серия, но сколько с ним возни бывает. Многие думают, раз полугерметик, то обслуживание проще полногерметичных моделей, но как раз наоборот — тут свои нюансы.
Конструкционные особенности 4G-30.2-40P
Сразу отмечу — у этой модели специфическое расположение патрубков. Левая резьба на всасывающем патрубке постоянно вызывает вопросы у монтажников. Помню случай на мясокомбинате в Воронеже — бригада три часа не могла подключить линию, пока не догадались проверить документацию от ООО Фошань Кувейт Холодильные Технологии.
Крышка картера здесь на два миллиметра толще, чем у предыдущих модификаций. Кажется мелочью, но именно это позволяет держать вибрацию в пределах 3.5 мкм при работе на аммиаке. Хотя для фреоновых систем это избыточно.
Подшипниковые узлы — отдельная тема. Биметаллические вкладыши требуют точной регулировки зазоров. Если ошибиться даже на 0.01 мм — через 200-300 часов работы появится характерный стук. Причем не сразу, а только при переходе на низкие обороты.
Практические проблемы при монтаже
Самая частая ошибка — неправильная обвязка маслоотделителя. Для этого компрессора нужен вертикальный сепаратор с углом наклона не менее 15 градусов. Иначе масло возвращается неравномерно.
Электрическая часть тоже не без сюрпризов. Клеммная коробка расположена слишком близко к suction line — при работе на R404A образуется конденсат, который постепенно разрушает изоляцию. Приходится дополнительно ставить термостойкие прокладки.
На одном из объектов в Краснодаре столкнулись с проблемой запуска при низком напряжении. Заводская обмотка двигателя рассчитана на 380±5%, а в реальности в сети бывает просадка до 15%. Пришлось ставить стабилизатор — после этого работа стабилизировалась.
Эксплуатационные наблюдения
Заметил интересную особенность — эти компрессоры лучше работают при постоянной нагрузке 70-80%, чем при переменной 50-100%. Вибрация меньше, ресурс выше. Хотя в техническом паспорте об этом нет ни слова.
Масло меняем чаще, чем рекомендует производитель — каждые 12 000 часов вместо 15 000. Особенно при работе на R22. После вскрытия нескольких агрегатов увидел — кольца начинают подклинивать уже к 13 000 часам.
Охлаждение двигателя — слабое место. При температуре в машинном отделении выше 35°C начинается перегрев обмотки. Добавили дополнительный вентилятор — проблема исчезла. Но это уже наша доработка, не заводская.
Сравнение с аналогами
Если брать Bitzer 4J-30.2, у них система смазки продумана лучше — есть отдельный насос для холодного пуска. Но у 4G-30.2-40P производительность выше на 7-8% при том же энергопотреблении.
Китайские аналоги вроде Refcomp серии S пытаются копировать конструкцию, но там проблемы с качеством литья корпуса. Трещины по посадочным местам подшипников — обычное дело. У ООО Фошань Кувейт Холодильные Технологии с этим строже контроль.
По запчастям ситуация неоднозначная. Поршневые группы и клапаны всегда в наличии, а вот с уплотнительными кольцами вала бывают перебои. Лучше заказывать сразу комплектом при покупке компрессора.
Ремонтные случаи из практики
Самая сложная поломка — разрушение седла нагнетательного клапана. Произошло из-за гидроудара при неправильной работе ТРВ. Пришлось фрезеровать посадочное место и устанавливать ремонтную вставку.
Еще запомнился случай с заклиниванием шатуна. Причина — использование неоригинального масла. После замены на рекомендованное SUNISO 3GS проблемы исчезли. Теперь всегда проверяем, что заливают клиенты.
Частая мелкая неисправность — износ щёток датчика положения вала. Меняются легко, но диагностируется сложно — симптомы похожи на проблемы с пускателем. Теперь всегда начинаем проверку с них.
Рекомендации по обслуживанию
Раз в полгода обязательно проверять затяжку фундаментных болтов. У этого компрессора специфическая вибрационная характеристика — болты могут ослабевать неравномерно.
Фильтр-осушитель меняем чаще, чем обычно — каждые 2 года вместо 3. В конструкции есть слепые зоны, где скапливается влага.
При длительном простое обязательно прокручивать вал вручную — подшипники склонны к образованию овальности. Особенно если компрессор хранился в неотапливаемом помещении.
Перспективы модернизации
Сейчас пробуем ставить частотные преобразователи — пока результаты неоднозначные. На малых оборотах хуже смазка, приходится дорабатывать систему подачи масла.
Интересное решение увидел на сайте kuwait-compressor.ru — там предлагают комплект для перехода на R513A. Сам не пробовал, но коллеги хвалят — говорят, производительность падает незначительно, а энергоэффективность растёт.
Если бы производитель добавил смотровое окно на картер и датчик температуры обмотки — было бы идеально. Но это уже вопросы к конструкторам. Пока обходимся своими силами.
Соответствующая продукция
Соответствующая продукция






Самые продаваемые продукты
Самые продаваемые продукты-
 DSH161A4ALD 13 л.с. Данфосс Спиральный Компрессор
DSH161A4ALD 13 л.с. Данфосс Спиральный Компрессор -
 4GE-30Y-40P BITZER ПОЛУГЕРМЕТИЧЕСКИЕ ПОРШНЕВЫЕ КОМПРЕССОРЫ
4GE-30Y-40P BITZER ПОЛУГЕРМЕТИЧЕСКИЕ ПОРШНЕВЫЕ КОМПРЕССОРЫ -
 4DES-5Y-40S BITZER ПОЛУГЕРМЕТИЧЕСКИЕ ПОРШНЕВЫЕ КОМПРЕССОРЫ
4DES-5Y-40S BITZER ПОЛУГЕРМЕТИЧЕСКИЕ ПОРШНЕВЫЕ КОМПРЕССОРЫ -
 ZR310KCE-TWD-522 ZR310KCE-TWD-523 25 л.с. КОПЕЛАНД ЭМЕРСОН ХОЛОДИЛЬНЫЙ КОМПРЕССОР
ZR310KCE-TWD-522 ZR310KCE-TWD-523 25 л.с. КОПЕЛАНД ЭМЕРСОН ХОЛОДИЛЬНЫЙ КОМПРЕССОР -
 ZR94KC-TFD-522 ZR94KCE-TFD-522 ZR94KCE-TFD-550 ZR84KC-TF5-450 ZR94KT-TFD-622 8 л.с. КОПЕЛАНД ЭМЕРСОН ХОЛОДИЛЬНЫЙ КОМПРЕССОР
ZR94KC-TFD-522 ZR94KCE-TFD-522 ZR94KCE-TFD-550 ZR84KC-TF5-450 ZR94KT-TFD-622 8 л.с. КОПЕЛАНД ЭМЕРСОН ХОЛОДИЛЬНЫЙ КОМПРЕССОР -
 ZR250KCE-TWD-522 ZR250KCE-TWD-523 20 л.с. КОПЕЛАНД ЭМЕРСОН ХОЛОДИЛЬНЫЙ КОМПРЕССОР
ZR250KCE-TWD-522 ZR250KCE-TWD-523 20 л.с. КОПЕЛАНД ЭМЕРСОН ХОЛОДИЛЬНЫЙ КОМПРЕССОР -
 DSH105A4ALC Danfoss Спиральный Компрессор
DSH105A4ALC Danfoss Спиральный Компрессор -
 ZP120KCE-TFD-522 ZP120KCE-TFD-950 ZP120KCE-TF5-455 ZP120KCE-TF5-950 ZP120KFE-TFD-522 КОПЕЛАНД ЭМЕРСОН ХОЛОДИЛЬНЫЙ КОМПРЕССОР
ZP120KCE-TFD-522 ZP120KCE-TFD-950 ZP120KCE-TF5-455 ZP120KCE-TF5-950 ZP120KFE-TFD-522 КОПЕЛАНД ЭМЕРСОН ХОЛОДИЛЬНЫЙ КОМПРЕССОР -
 6GE-34Y-40P BITZER ПОЛУГЕРМЕТИЧЕСКИЕ ПОРШНЕВЫЕ КОМПРЕССОРЫ
6GE-34Y-40P BITZER ПОЛУГЕРМЕТИЧЕСКИЕ ПОРШНЕВЫЕ КОМПРЕССОРЫ -
 DSH120A9ALA Данфосс Спиральный Компрессор
DSH120A9ALA Данфосс Спиральный Компрессор -
 DSH381B4APD Данфосс Спиральный Холодильный Компрессор
DSH381B4APD Данфосс Спиральный Холодильный Компрессор -
 SH140A4ALC Danfoss Спиральный Холодильный Компрессор
SH140A4ALC Danfoss Спиральный Холодильный Компрессор
Связанный поиск
Связанный поиск- вакуумный компрессор холодильной машины bitzer
- Компрессор bitzer x4pf производители
- компрессор спиральный ym125e1s 100
- винтовой компрессор bitzer купить
- Винтовой компрессор холодильной установки производители
- Спиральный компрессор copeland zp67kce tfd 420 производители
- Морозильный компрессор производитель
- Компрессор bitzer 6fe 44y 40p производители
- Компрессор для холодильника lg flc102nama основный покупатель
- BITZER Двухступенчатый холодильный компрессор S6F-30.2Y-40P