







компрессор холодильный copeland
Когда слышишь 'компрессор холодильный Copeland', многие сразу представляют панацею от всех проблем с холодильными системами. Но за 12 лет работы с оборудованием Copeland на объектах от -35°C до +10°C я убедился: даже эти аппараты требуют понимания физики процессов, а не слепой веры в бренд.
Особенности конструкции и реальные эксплуатационные риски
Взять хотя бы серию ZB-KAE с их знаменитой системой инжекции пара. Технически - гениальное решение для снижения температуры нагнетания, но на практике при -25°C в камере шахтеры жаловались на 'плевки' маслом через сальники. Оказалось, проблема не в компрессоре, а в недогрузе на 40% от номинала.
Кстати, про номинал. Многие забывают, что Copeland указывает производительность для идеальных условий. На деле при работе на R404A с температурой конденсации 45°C реальная холодопроизводительность падает на 18-23% в зависимости от модели. Мы это проходили с морозильным туннелем в Новосибирске, когда пришлось экстренно ставить дополнительный компрессор.
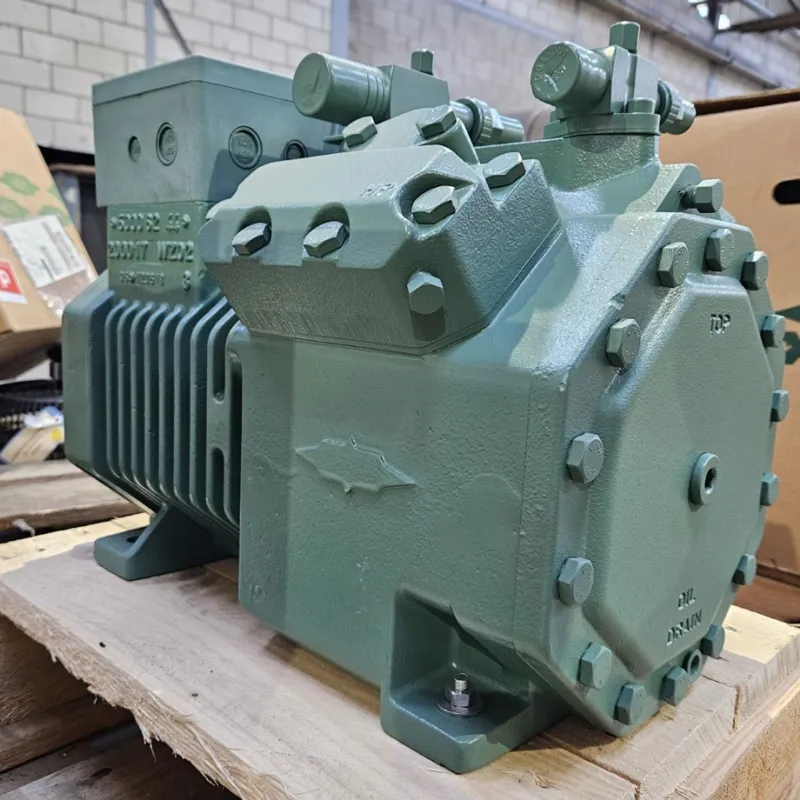
Особенно интересно наблюдать за эволюцией полугерметичных моделей. Старые 6D и 4F работали десятилетиями, но требовали точной регулировки ТРВ. Современные серии с электронным управлением чувствительны к качеству напряжения - видел как на птицефабрике под Воронежем за месяц три блока сгорели из-за просадок в сети.
Типичные ошибки монтажа и их последствия
Самая болезненная тема - неправильная обвязка. Помню случай на молокозаводе: смонтировали компрессор Copeland с системой жидкостного охлаждения, но не учли гидравлическое сопротивление в линии нагнетания. Результат - постоянное срабатывание защиты по высокому давлению, хотя по паспорту все должно было работать.
Еще хуже ситуация с возвратом масла. Однажды пришлось переделывать всю систему на рыбном складе - монтажники проложили всасывающую линию с подъемом 8 метров без маслоуловителя. Компрессор 'съедал' масло за две недели, хотя по документам такая конфигурация допустима.
Отдельная история - совместимость с хладагентами. Когда переходили на R448A, столкнулись с тем, что стандартные уплотнения на старых моделях Copeland начали течь через 3-4 месяца. Пришлось совместно с инженерами из ООО Фошань Кувейт Холодильные Технологии разрабатывать переходные решения.
Практика обслуживания и ремонта
С заменой клапанов на серии 4DC-1250 вообще отдельная эпопея вышла. Техдокументация рекомендует определенный момент затяжки, но практика показала - нужно на 15% меньше, иначе пластины быстрее изнашиваются. Это мы выяснили после трех переборок на комбинате полуфабрикатов.
Система мониторинга Scroll цифровых серий - вещь полезная, но не панацея. В диагностике все равно приходится подключать аналоговые манометры - электроника иногда 'не видит' плавающие проблемы вроде медленного износа подшипников. Особенно это касается моделей с частотным регулированием.
Запчасти - отдельный разговор. Оригинальные детали Copeland дорогие, но с совместимыми аналогами нужно осторожно. Например, для ремонта компрессоров мы часто используем комплектующие от ООО Фошань Кувейт Холодильные Технологии - у них хорошее качество изготовления клапанных групп и подшипников.
Энергоэффективность и современные требования
Сейчас все гонятся за COP, но мало кто учитывает реальные режимы работы. Digital Scroll с регулированием производительности от 10 до 100% - отличное решение, но только если система правильно спроектирована. На хлебозаводе в Казани поставили такие компрессоры, а оказалось, что 70% времени они работают на 40-60% нагрузки, где их эффективность ниже поршневых аналогов.
Интересный опыт был с каскадными системами на базе Copeland для низкотемпературных применений. При -55°C энергопотребление оказывается на 30% выше расчетного, если не использовать промежуточный экономайзер. Это не дефект, а особенность термодинамики, которую многие не учитывают.
Современные требования по энергоэффективности заставляют пересматривать подходы к проектированию. Мы сейчас тестируем гибридные решения с компрессорами Copeland и теплообменниками от kuwait-compressor.ru - предварительные результаты показывают прирост COP на 8-12% за счет оптимизации теплопередачи.
Перспективы и замена устаревающего оборудования
Старые Copeland серии 06E и 09E до сих пор работают на сотнях объектов, но их постепенно нужно менять. Проблема в том, что новые модели требуют пересмотра всей системы - другой хладагент, другое масло, другие настройки автоматики.
Мы разработали методику постепенной замены с минимальными простоями. Сначала ставим новый компрессор параллельно старому, потом переключаем нагрузки, и только потом демонтируем устаревшее оборудование. Особенно важно это для торговых сетей, где остановка холодильных систем невозможна.
Опыт показывает, что современные Copeland с инверторным управлением окупаются за 2-3 года при правильной эксплуатации. Но нужно учитывать стоимость не только оборудования, но и модернизации системы управления. Здесь как раз полезны комплексные решения от производителей вроде ООО Фошань Кувейт Холодильные Технологии, которые предлагают готовые схемы апгрейда.
В целом, Copeland остается надежным выбором, но требует глубокого понимания принципов работы холодильных систем. Слепое копирование типовых решений часто приводит к проблемам, которые приходится исправлять годами.
Соответствующая продукция
Соответствующая продукция



Самые продаваемые продукты
Самые продаваемые продукты-
 DSH240A4AAC Данфосс Спиральный Компрессор
DSH240A4AAC Данфосс Спиральный Компрессор -
 ZP120KCE-TFD-522 ZP120KCE-TFD-950 ZP120KCE-TF5-455 ZP120KCE-TF5-950 ZP120KFE-TFD-522 КОПЕЛАНД ЭМЕРСОН ХОЛОДИЛЬНЫЙ КОМПРЕССОР
ZP120KCE-TFD-522 ZP120KCE-TFD-950 ZP120KCE-TF5-455 ZP120KCE-TF5-950 ZP120KFE-TFD-522 КОПЕЛАНД ЭМЕРСОН ХОЛОДИЛЬНЫЙ КОМПРЕССОР -
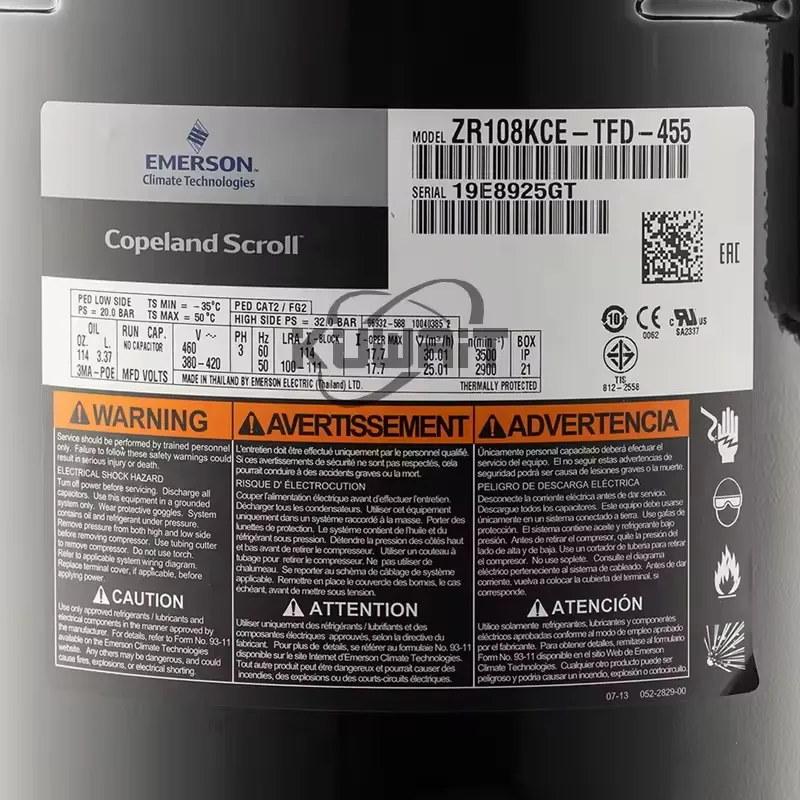 ZR108KCE-TFD-455 ZR125KCE-TFD-455 ZR125KC-TFD-522 ZR125KC-TFD-550 10 л.с. КОПЕЛАНД ЭМЕРСОН ХОЛОДИЛЬНЫЙ КОМПРЕССОР
ZR108KCE-TFD-455 ZR125KCE-TFD-455 ZR125KC-TFD-522 ZR125KC-TFD-550 10 л.с. КОПЕЛАНД ЭМЕРСОН ХОЛОДИЛЬНЫЙ КОМПРЕССОР -
 ZR61KC-TFD-522 ZR72KCE ZR57KC-TFD ZR57KCE-TFD Копеланд 5 л.с. Спиральный Холодильный Компрессор Копеланд Спиральный Компрессор для Кондиционирования Воздуха КОПЕЛАНД ЭМЕРСОН ХОЛОДИЛЬНЫЙ КОМПРЕССОР
ZR61KC-TFD-522 ZR72KCE ZR57KC-TFD ZR57KCE-TFD Копеланд 5 л.с. Спиральный Холодильный Компрессор Копеланд Спиральный Компрессор для Кондиционирования Воздуха КОПЕЛАНД ЭМЕРСОН ХОЛОДИЛЬНЫЙ КОМПРЕССОР -
 Оригинальные детали Danfoss TE2 TE5 TE12 TE20 48-DC EVR10 EVR15 018F6701 067B3352 067B2771 067B4013 067B3342 067B4011 067B4022
Оригинальные детали Danfoss TE2 TE5 TE12 TE20 48-DC EVR10 EVR15 018F6701 067B3352 067B2771 067B4013 067B3342 067B4011 067B4022 -
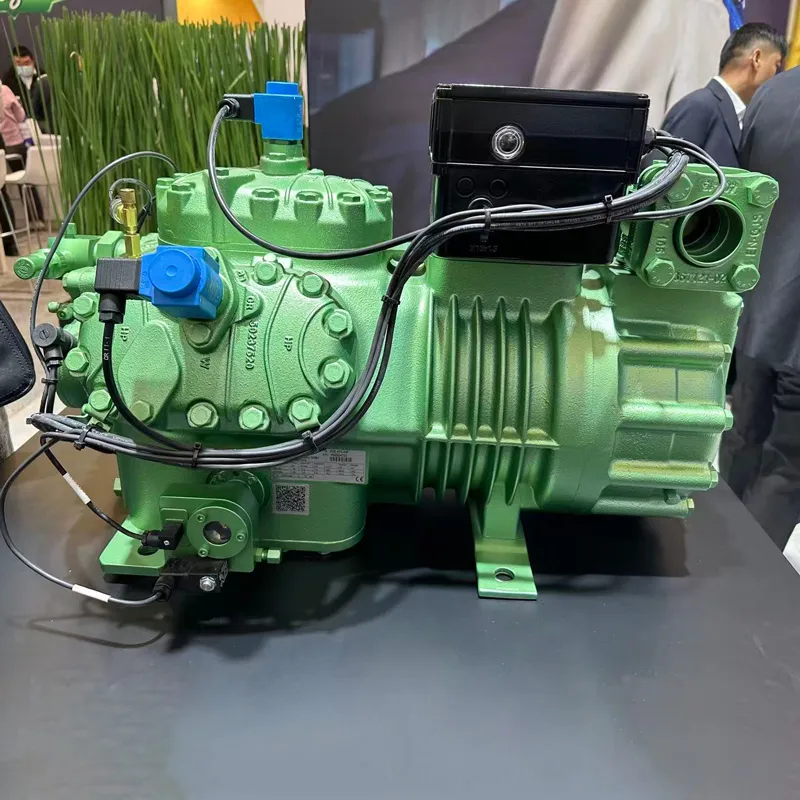
 6FE-50Y-40P BITZER ПОЛУГЕРМЕТИЧЕСКИЕ ПОРШНЕВЫЕ КОМПРЕССОРЫ
6FE-50Y-40P BITZER ПОЛУГЕРМЕТИЧЕСКИЕ ПОРШНЕВЫЕ КОМПРЕССОРЫ -
 6HE-28Y-40P BITZER ПОЛУГЕРМЕТИЧЕСКИЕ ПОРШНЕВЫЕ КОМПРЕССОРЫ
6HE-28Y-40P BITZER ПОЛУГЕРМЕТИЧЕСКИЕ ПОРШНЕВЫЕ КОМПРЕССОРЫ -
 6GE-40Y-40P BITZER ПОЛУГЕРМЕТИЧЕСКИЕ ПОРШНЕВЫЕ КОМПРЕССОРЫ
6GE-40Y-40P BITZER ПОЛУГЕРМЕТИЧЕСКИЕ ПОРШНЕВЫЕ КОМПРЕССОРЫ -
 ZR380KCE-TWD-523 ZR380KCE-TWD-522 30 л.с. КОПЕЛАНД ЭМЕРСОН ЦЕНТРАЛЬНЫЙ КОНДИЦИОНЕРНЫЙ КОМПРЕССОР
ZR380KCE-TWD-523 ZR380KCE-TWD-522 30 л.с. КОПЕЛАНД ЭМЕРСОН ЦЕНТРАЛЬНЫЙ КОНДИЦИОНЕРНЫЙ КОМПРЕССОР -
 mZR144KC-TFD-522 ZR144KCE-TFD-522 ZR160KCE-TFD-455 КОПЕЛАНД ЭМЕРСОН ХОЛОДИЛЬНЫЙ КОМПРЕССОР
mZR144KC-TFD-522 ZR144KCE-TFD-522 ZR160KCE-TFD-455 КОПЕЛАНД ЭМЕРСОН ХОЛОДИЛЬНЫЙ КОМПРЕССОР -
 DSH120A9ALA Данфосс Спиральный Компрессор
DSH120A9ALA Данфосс Спиральный Компрессор -
 DSH161A3ALA Данфосс Спиральный Компрессор
DSH161A3ALA Данфосс Спиральный Компрессор
Связанный поиск
Связанный поиск- Bitzer компрессор 4ge-30y-40p производители
- промышленные холодильные установки компрессоры
- холодильный агрегат на базе компрессора
- Промышленные холодильные установки компрессоры основный покупатель
- Спиральный компрессор copeland zf15 к4е tfd 556 производители
- вакуумный компрессор холодильной машины bitzer
- Компрессор bitzer 4 основный покупатель
- Поршневые холодильные компрессоры производитель
- Винтовой компрессор для холодильника производитель
- Поршневой компрессор для холодильника производитель